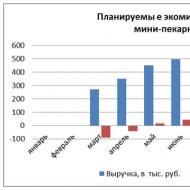
Форвакуумная и высоковакуумная откачка камеры может производиться как в ручном, так и в автоматическом режимах. Основные экономические проблемы общества: что производить? как производить? для кого производить?; их решение в различных экономических система
Откачка на форвакуум и высокий вакуум в ручном режиме работы:
10.2.1. Включить форвакуумный насос «NL1 », нажать на ЖК экране на соответствующую кнопку. Открыть клапан «VP1 ». Контроль давления осуществляется по преобразователю давления ПМТ6-3М-1 «PT1» PT1 » на ЖК экране загорится зеленым цветом).
10.2.2. Произвести откачку камеры на форвакуум через байпасный клапан «VP3 ». Открыть клапан «VP3 » -нажать на ЖК экране на соответствующую кнопку. Контроль давления осуществляется по преобразователю давления Пирани 972В «PT3/PM1» : визуально по элементу на ЖК экране (при наличии (или достижении) необходимого форвакуума в системе индикатор «PT3/PM1
10.2.3. Произвести форвакуумную откачку турбомолекулярного насоса «NR1 ». Закрыть клапан «VP3 ». Открыть клапан «VP2 ». Контроль давления осуществляется по преобразователю давления «PT2 »: визуально по элементу на ЖК экране (при наличии (или достижении) необходимого форвакуума в системе индикатор «PT2 » на ЖК экране загорится зеленым цветом.
10.2.4. Подать воду для охлаждения турбомолекулярного насоса. Нажать кнопку « ».
10.2.5. Осуществить запуск турбомолекулярного насоса «NR1 ». Для этого необходимо включить турбомолекулярный насос - на ЖК экране нажать кнопку «NR1 ». Время выхода насоса на режим около 3-х минут. Контроль выхода насоса на режим осуществляется по индикатору на блоке питания «АСТ 600ТН» и визуально на ЖК экране: элемент «NR1 » подсветится зеленым цветом.
10.2.6. Произвести высоковакуумную откачку вакуумного коллектора «CV1 ». Открыть вакуумный затвор «VТ1 » (на ЖК экране нажать на соответствующий элемент), открыть дросселирующую заслонку «DТ1 открыт PT3/PM1» : визуально по элементу на ЖК экране (при наличии (или достижении) необходимого форвакуума в системе индикатор «PT3/PM1 » на ЖК экране загорится зеленым цветом) или по блоку питания и индикации PDR900/2.
Откачка на форвакуум и высокий вакуум в автоматическом режиме работы:
Для того чтобы произвести процесс откачки на фор. и высокий вакуум в автоматическом режиме работы необходимо на ЖК экране нажать кнопку « » (при этом надпись «ручной режим » сменится на надпись «автоматический режим »).
Подача сжатого воздуха на пневмоустройства установки произойдет автоматически (кнопка «СЖАТЫЙ ВОЗДУХ » подсветится).
Автоматически включится форвакуумный насос «NL1 », откроется клапан «VP1 PT1» PT1 » загорится зеленым цветом)).
Автоматически осуществится откачка камеры на форвакуум через байпасный клапан «VP3 »: откроется клапан «VP3 ». Контроль давления осуществляется автоматически по преобразователю давления Пирани 972В «PT3/PM1» (на ЖК экране (при наличии (или достижении) необходимого форвакуума в системе индикатор «PT3/PM1 » загорится зеленым цветом)).
Автоматически осуществится форвакуумная откачка турбомолекулярного насоса «NR1 »: закроется клапан «VP3 », откроется клапан «VP2 ». Контроль давления осуществляется автоматически по преобразователю давления ПМТ6-3М-1 «PT2» (на ЖК экране (при наличии (или достижении) необходимого форвакуума в системе индикатор «PT2 » загорится зеленым цветом)).
Автоматически произойдет подача воду для охлаждения турбомолекулярного насоса. Осуществится запуск турбомолекулярного насоса «NR1 ».
После выхода насоса на режим (контроль выхода насоса на режим осуществляется по индикатору на блоке питания «АСТ 600ТН» и визуально на ЖК экране: элемент «NR1 » подсветится зеленым цветом) автоматический режим работы переключится на ручной (надпись над кнопкой « »«автоматический режим » сменится на надпись «ручной режим »).
Работа с источником ионов
10.3.1. В главном меню выбрать пункт «Процесс напыления ».
10.3.2. Включить вращение изделий. Нажать на кнопку « ». Появится надпись «изделия вращаются ».
10.3.3. Произвести позиционирование изделий относительно источника ионов. Установите карусель в исходное положение: изделие №1 расположено напротив источника ионов (через смотровое окно видна метка), изделие №7 расположено под магнетроном. Необходимо нажать на кнопку « » чтобы выставить исходное положение карусели (над кнопкой загорится светодиод) при этом на кнопке « » появится надпись «шаг 1 ».
10.3.4. Произвести напуск газа (аргона) в источник ионов. Открыть ручной клапан (с редуктором давления) на баллоне с газом (аргоном), выставить значение давления газа. С помощью регулятора давление «WF1 » (который расположен в «газовой линейке») задать значение давления газа, которое должно быть в два раза меньше того значения давление, которое выставлено на редукторе баллона с газом (аргоном).
FG1
VE1 ». Убедиться в том, что дросселирующая заслонка «DT1 » открыта (на ЖК экране нажать на соответствующий элемент, на элементе появится надпись «открыт »). Контроль давления осуществляется по преобразователю давления Пирани 972В «PT3/PM1» FG1 » « ».
10.3.5. Подать воду для охлаждения источника ионов. В главном меню выбрать пункт «Система охлаждения », открыть клапаны «WE3 W3
10.3.6. Открыть заслонку над изделиями. Для этого необходимо нажать кнопку «управление заслонкой » (нажать на надпись «заслонка закрыта ход заслонка открыта ».
10.3.7. Подать питание на блок источника ионов. Нажать на кнопки «Источник ионов ». На экране появится окно задания параметров источника ионов.
10.3.8. Задать параметры процесса ионной очистки. Задать ток (диапазон от 0 до 300 мА).
10.3.9. Произвести процесс ионной очистки (нажать кнопку «ТОК », при этом она подсветится).
| ПРИМЕЧАНИЕ: При работе блока питания источника ионов на ЖК экране появится номер изделия «1»÷«8» (того, которое в данной момент стоит напротив источника ионов), а напротив номера светодиод (индикатор, который показывает что данное изделие обработано, причем это отображение не реального действия, а подсказка оператору). Соответственно после подачи «ТОКа» индикатор рядом с номером изделия №1 или №2 или …№8 подсветится (индикатор сигнализирует (подсказывает) о том, что оператор проводил/проводит/собирается проводить процесс ионной очистки данного изделия). Если по каким-либо причинам процесс не был завершен оператором (очистка данного изделия не произведена оператором) необходимо сбросить показание индикатора: выключить блок питания, произвести сброс индикатора (нажать на него и удерживать в течение нескольких минут, индикатор погаснет). По завершению обработки всех изделий необходимо произвести сброс всех индикаторов вручную (нажать на них, и удерживать в течение нескольких минут, по очереди, индикаторы погаснут). |
10.3.10. По завершении процесса ионной очистки изделия №1 необходимо нажать на кнопку «ТОК Источник ионов » (блок обесточится). Прекратить вращение изделия (нажать на кнопку « », на кнопке появится надпись «вращение изделий »). Произвести позиционирование. Нажать на кнопку « ».
Далее произвести процесс ионной очистки следующего изделия нажать кнопку «ТОК Источник ионов
10.3.11. По завершении процесса ионной очистки всех необходимых изделий выключить блок нажать кнопку «Источник ионов » (блок обесточится).
Прекратить подачу газа, закрыть клапан «VE2 », по РРГ-10 задать расход газа 0%. Произвести откачку на высокий вакуум. Контроль давления осуществляется по преобразователю давления Пирани 972В «PT3/PM1» или по блоку питания и индикации PDR900/1.
Приступить к процессу магнетронного напыления.
Работа с магнетронами
10.4.1. Включить вращение изделий. Нажать на кнопку « ». Появится надпись «изделия вращаются ».
10.4.2. Произвести позиционирование изделий относительно магнетрона.
Установите карусель в исходное положение: изделие №1 расположено напротив источника ионов (через смотровое окно видна метка), изделие №7 расположено под магнетроном. Необходимо нажать на кнопку « » чтобы выставить исходное положение карусели (над кнопкой загорится светодиод) при этом на кнопке « » появится надпись «шаг 1 ».
10.4.3. Произвести напуск газа (аргона) в вакуумную камеру. Открыть ручной клапан (с редуктором давления) на баллоне с газом (аргоном), выставить значение давления газа. С помощью регулятора давление «WF2 » (который расположен в «газовой линейке») задать значение давления газа, которое должно отличаться в два раза от того значения давление, которое выставлено на редукторе баллона с газом (аргоном).
С помощью РРГ-10 задать необходимое значение расхода газа. На ЖК экране нажать на нижнее значение символа «FG2 » « », на экране появится калькулятор, с помощью которого введите необходимое значение расхода газа (максимальный расход РРГ-10 – 3,6 л/час).
Открыть клапан напуска газа в источник ионов «VE3 ».
10.4.4. Закрыть дросселирующую заслонку «DT1 » (на ЖК экране нажать на соответствующий элемент, на элементе появится надпись «закрыт »). Контроль давления осуществляется по преобразователю давления Пирани 972В «PT3/PM1» или по блоку питания и индикации PDR900/1. Текущее значение расхода газа в % будет отображаться на верхнем значение символа «FG2 » « ».
10.4.6. Подать воду для охлаждения источника ионов. В главном меню выбрать пункт «Система охлаждения », открыть клапаны «WE2 ». Наличие воды проверяется по реле расхода жидкости «W2 » (индикатор горит зеленым цветом на ЖК экране) и визуально. В том случае, если нет водяного охлаждения, то на ЖК экране появиться следующее сообщение о необходимости проверки водяного охлаждения устройства.
10.4.6. Открыть заслонку над изделиями. Для этого необходимо нажать кнопку «управление заслонкой » (нажать на надпись «заслонка закрыта » и удерживать ее ~ 3-х секунд после чего надпись изменится на надпись «ход »). После того, как заслонка откроется на кнопке появится надпись «заслонка открыта ».
10.4.7. Подать питание на блок магнетрона. Нажать на кнопки «Магнетрон №1 ». На экране появится окно задания параметров напыления.
10.4.8. Задать параметры процесса напыления. Задать мощность.
10.4.9. Произвести процесс напыления (нажать кнопку «МОЩНОСТЬ », при этом она подсветится).
| ПРИМЕЧАНИЕ: При работе блока питания магнетрона на ЖК экране появится индикатор (напротив того изделия, которое в данной момент стоит под магнетроном; индикатор показывает что данное изделие напылено, причем это отображение не реального действия, а подсказка оператору). Соответственно после подачи «МОЩНОСТи» индикатор рядом с номером изделия №1 или №2 или …№8 подсветится (индикатор сигнализирует (подсказывает) о том, что оператор проводил/проводит/собирается проводить процесс напыления данного изделия). |
| Если по каким-либо причинам процесс напыления не был завершен оператором (напыление данного изделия не произведено оператором) необходимо сбросить показание индикатора: выключить блок питания, произвести сброс индикатора (нажать на него и удерживать в течение нескольких минут, индикатор погаснет). |
| По завершению напыления всех изделий необходимо произвести сброс всех индикаторов вручную (нажать на них, и удерживать в течение нескольких минут, по очереди, индикаторы погаснут). |
10.4.10. По завершении процесса напыления изделия №1 необходимо нажать на кнопку «МОЩНОСТЬ » (при этом погаснет ее индикация) или выключить блок нажать кнопку «Магнетрон » (блок обесточится). Прекратить вращение изделия (нажать на кнопку « », на кнопке появится надпись «вращения изделия»). Произвести позиционирование. Нажать на кнопку « ».
Далее произвести процесс напыления следующего изделия нажать кнопку «МОЩНОСТЬ » (при этом она подсветится) или включить блок питания (нажать кнопку «Магнетрон »), задать ток, если блок был включен.
10.4.11. По завершении процесса напыления всех необходимых изделий выключить блок нажать кнопку «Магнетрон » (блок обесточится). Отрыть дросселирующую заслонку «DT1 ». Прекратить подачу газа, закрыть клапан «VE3 », по РРГ-10 задать расход газа 0%.
Для этого необходимо: закрыть вакуумный затвор «VТ1 », открыть клапан напуска «VE2 ». Выключите турбомолекулярный насос «NR1 », при этом форвакуумную откачку необходимо продолжать до полной остановки турбомолекулярного насоса. Закрыть клапан «VP2 », «VP1 ». Выключить форвакуумный насос «NL1 ». Контроль давления осуществляется по преобразователю давления Пирани 972В «PT3/PM1» или по блоку питания и индикации PDR900/1. Если давление в камере равно атмосферному, то оператору необходимо произвести подъем камеры в соответствии с п. 10.1.
Что, как и для кого производить? Ответы на эти три вопроса должна найти каждая страна и общество, которые желают эффективно использовать все имеющиеся в их распоряжении ресурсы. Сложность принятия решений по этим вопросам связана с объективными ограничениями и необходимостью делать выбор: ведь ресурсы ограничены и существуют альтернативные издержки. Это относится ко всем обществам, независимо от их политической системы и уровня развития. Различия между странами заключаются только в методах распределения.
Общество всегда стремится эффективно использовать все имеющиеся в его распоряжении ресурсы. Для этого ему надо находить ответы на вопросы что, как и для кого производить.
- Вопрос «что производить?» возникает в связи с тем, что ресурсы ограничены, есть возможность выбора и существуют альтернативные издержки. Вопрос о том, что производить, является основным для любого общества.
- Второй вопрос «как производить?» возникает потому, что каждая страна независимо от того, на каком технологическом уровне она находится, имеет в своем распоряжении сравнительно дешевые и сравнительно дорогие ресурсы. Например, Индия испытывает избыток труда (поэтому труд дешевый) и недостаток капитала (капитал дорогой). В США имеются сравнительно дешевый капитал и дорогой труд. Общество всегда заинтересовано создать желаемый набор товаров и услуг при минимальных затратах.
- Третий вопрос «для кого производить?» , конечно, самый сложный, поскольку он отражает отношение общества к справедливости и экономическому равенству. Все общество должно каким-то образом решить, что оно считает справедливым распределением, и затем выбрать способ достижения такого распределения. На практике движение к справедливому распределению может означать частичный отказ от эффективности. Общество должно решить, какой частью эффективности оно готово пожертвовать во имя более справедливого распределения.
Сложность принятия решений по этим вопросам (что, как и для кого) связана с объективными ограничениями и необходимостью делать выбор. Это относится ко всем обществам, независимо от их политической системы и уровня развития. Различия между странами заключаются только в методах распределения.
Методы распределения ресурсов в закрытой экономике
Закрытой называется экономика, при которой страна не ведет международной торговли. В современном мире таких стран уже нет, но наличие международной торговли мало меняет логику распределения ресурсов. Мы будем использовать модель закрытой экономики, чтобы упростить пояснения. Рассмотрим три метода распределения:
- Распределение в случае, когда ценами управляет только рынок - чисто рыночная экономика.
- Распределение в случае, когда на цены оказывают влияние и рынок, и правительственные решения - смешанная экономика.
- Распределение в случае, когда цены назначаются правительством - командная экономика,
1. Распределение при чисто рыночной экономике. При наличии свободных рыночных отношений решения о том, что, как и для кого производить, не принимаются сознательно потребителями или фирмами. Центральной власти, которая устанавливала бы цены или планы выпуска, не существует. И то и другое определяется в результате взаимодействия сил спроса и предложения. Фирмы предлагают товары и услуги, руководствуясь своим желанием получать прибыль, а потребители предъявляют такой спрос на эти товары и услуги, при котором они получают максимальную полезность.
В этих условиях ответ на вопрос о том, что производить, вытекает из тех предпочтений, которые потребители свободно выражают на рынке . Свои предпочтения потребители доводят до сведения производителей через деньги. На рынках ежедневно проводится как бы общее голосование, при котором потребители отдают «голоса» своих денег за миллионы различных товаров и услуг.
Решение вопроса о том, как производить, происходит в ходе конкуренции между фирмами за доступные факторы производства . В зависимости от цен фирмы выбирают наиболее выгодные для себя комбинации факторов производства. Фирма может достичь максимальной прибыли путем минимизации затрат и применения наиболее эффективных методов производства.
Наконец, решение вопроса о том, для кого производить тоже происходит на рынках. Фирмы производят для тех, кто способен платить , т. е. для тех, у кого есть доходы. Доходы получают домашние хозяйства, продавая фирмам факторы производства. Распределение доходов зависит от того, как распределена собственность на факторы и от цен факторов. Большинство семей получают доход, продавая фирмам свой труд. Продажа факторов производства происходит на свободных рынках факторов. Продавцы на этих рынках и являются теми людьми, для которых фирмы производят.
Мы рассмотрели случай, когда ценовой механизм работает без внешнего вмешательства, или, говоря языком экономистов, находится в совершенных условиях.
2. Распределение ресурсов в смешанной экономике. Смешанная экономика занимает промежуточное положение между чисто рыночной и командной. В условиях именно этой экономики живет большинство стран мира. Все зависит от того, в какой мере правительство участвует в экономике.
Наиболее масштабное вмешательство со стороны правительства имеет место в странах, которые избрали социалистический путь развития. В них обычно все факторы производства распределяются правительством, а продукты потребления выпускаются на рынок, но рыночные цены опять-таки контролируются правительством.
В странах, которые принято называть капиталистическими , правительство тоже вмешивается в экономику и тем самым ставит препятствия на пути развития рыночных отношений. Вмешательство правительства заключается в директивных ограничениях на некоторые цены и в контроле ряда производств.
Помимо вмешательства правительства, есть в этих странах и другие факторы, которые мешают рынку находиться в совершенных условиях:
- Затраты на информацию. В реальной жизни совершенные знания о ценах на товары и о ресурсах сами ни в коем случае не являются свободным продуктом. Требуются значительные затраты на получение этой информации и на связанные с ней исследования. Для среднего потребителя и небольшой фирмы такие затраты могут оказаться непосильными. У многих потребителей не хватает знаний о технических характеристиках сложных изделий (например, об автомобилях, компьютерах, телевизорах), которые находятся в продаже, и продавцы часто оказываются недостаточно компетентными в этих вопросах. Те же проблемы существуют и на рынке ресурсов: рабочие редко осведомлены об уровне зарплаты и перспективах роста на конкурирующих фирмах. По этим причинам решения о покупке товаров или продаже факторов производства часто принимаются совсем не оптимальные. Это находит отражение в распределении ресурсов.
- Власть монополий. Под этим понимается возможность фирм управлять ценами своей продукции на рынке. В стремлении к максимальной прибыли монополии имеют тенденцию к установлению цен выше, чем при свободной конкуренции, а это ведет к перераспределению ресурсов в пользу монополий. Контроль за прибылью монополий является одной из причин, по которым государство вмешивается в ценовой механизм, используя законодательство и национализацию.
- Внешние факторы. Экономическая деятельность любого общества сопровождается социальными издержками (загрязнения, шумы) которые не принимаются во внимание фирмами при определении уровня цен. Наличие таких социальных издержек означает, что цены не в полной мере соответствуют реальной полезности, которую получают потребители. По этой причине потребители расходуют свои доходы не оптимальным образом, соответственно, и ресурсы распределяются не оптимально. В смешанной экономике внешние факторы регулируются государством посредством принятия законов, установления налогов и субсидий.
- Общественные блага. Ценовой механизм по самой своей природе не распространяется на блага общественного пользования, например на дороги, полицию, оборону. Такие блага потребляются всем или большей частью населения, и их пользователи не могут производить оплату через систему цен. В условиях смешанной экономики решением этих задач также занимается государство.
3. Распределение ресурсов в командной экономике. Командной называется такая экономика, при которой решения об объемах производства и, распределении ресурсов принимаются правительством. Для этого обычно в стране создается центральный плановый орган (ЦПО) . Этот орган представляет собой большой административный аппарат, который разрабатывает долговременные государственные планы экономического развития и на их основе выпускает директивы руководителям предприятий по вопросам: а) что производить; б) где получать ресурсы; в) какую технику производства использовать; г) куда поставлять произведенные товары.
Методы распределения через решения ЦПО применялись во всех социалистических странах. Распределению подлежали факторы производства, жилые помещения, образовательные услуги и даже личные доходы. Что касается таких предметов потребления, как продукты питания, одежда, бытовая техника, для них существовал рынок, но рыночные цены регулировались правительством.
Есть страны, в которых директивно распределяются все ресурсы, включая потребительские товары и услуги. Так, например, организована экономическая жизнь в КНДР.
Преимущества и недостатки различных методов распределения ресурсов
И рыночный механизм, и командное управление имеют свои преимущества и недостатки. Рассмотрим основные особенности каждого из методов распределения.
1. Преимущества рыночного механизма. В индустриально развитых странах приблизительно две трети ресурсов распределяется на рынках под воздействием ценового механизма. Назовем преимущества этого способа распределения:
- Эффективность экономики. Сторонники рыночной системы считают, что потребители являются лучшими судьями своих интересов. Каждый из них стремится распорядиться своими деньгами таким образом, чтобы получить максимальную пользу. Сторонники централизованного управления считают, что рынок служит в основном интересам хорошо обеспеченных людей, а экономику можно считать эффективной только тогда, когда она отражает интересы всех членов общества. По их мнению, только на уровне правительства можно организовать изучение интересов всего населения и находить оптимальное распределение ресурсов.
- Большая свобода выбора. На рынках потребители, общаясь с производителями, передают им свои пожелания по характеристикам товаров и услуг, которые они хотели бы приобрести. Фирмы на основе этих пожеланий создают продукты, которые, по их мнению, будут пользоваться спросом. Поскольку фирм существует много и они конкурируют друг с другом, на рынке появляется большое количество продуктов одного и того же назначения, но с разными возможностями и разным качеством изготовления. У потребителей появляется возможность свободного выбора из гораздо более широкого перечня товаров и услуг, чем это могло бы быть при централизованно планируемой экономике.
- Быстрая реакция на изменения экономической обстановки. Рыночная экономика реагирует быстрее, чем командная, на изменение условий. Связано это с тем, что в масштабах фирмы такие факторы, как рост цен на сырье или топливо, падение спроса на товар или услугу, оказывают значительно более острое воздействие на бюджет, чем в масштабах государства. Кроме того, административный аппарат фирмы несопоставимо меньше ЦПО государства и времени для принятия решения также требуется несоизмеримо меньше.
- Более сильные стимулы рисковать. Стремление фирм выиграть конкуренцию побуждает их к рискованным вложениям с надеждой удержать или расширить свою долю рынка. Поскольку фирмы непосредственно взаимодействуют с потребителями, они обычно хорошо знают свой рынок, и в большинстве случаев их рискованные вложения приводят к успеху. Если вложения направлены на развитие технологий, то они ведут к ускорению экономического роста.
2. Недостатки рыночного механизма. Критики свободных рыночных отношений видят в них целый ряд недостатков. Назовем наиболее часто упоминаемые из них:
- Неравенство в доходах и богатстве. Высказывается мнение, что ценовая система приводит к предельному неравенству в доходах и богатстве. При производстве товаров и услуг в соответствии с «голосованием» денег, дефицитные ресурсы направляются на производство роскоши для богатых, которые имеют больше денежных «голосов», а не на производство товаров для бедных. Это мнение имеет под собой реальную основу. Примером может служить строительство жилых домов в Москве. Большинство строящихся зданий предназначено для людей, имеющих много денег, и практически недоступно для людей с доходами ниже средних. Ценовая система игнорирует понятие справедливости.
- Безработица. Некоторые экономисты считают, что свободный рыночный механизм ввергает экономику в циклическую безработицу, поскольку между решениями производителей и намерениями потребителей жесткой связи не существует. Опыт показывает, что при отсутствии государственного вмешательства общий спрос на товары периодически оказывается меньше, чем общий объем их производства. В результате накапливается запас непроданных товаров, он вынуждает производителей сокращать объем производства и увольнять рабочих. Малая подвижность трудовых ресурсов не позволяет удовлетворить спрос, и резервы остаются неиспользованными.
- Инфляция. В 70-х и 80-х годах прошлого века большинство индустриально развитых стран и многие менее развитые страны переживали быстрый рост цен. Это, в свою очередь, вызвало серьезное напряжение в общественной и политической жизни. Опыт тех лет побудил многих экономистов утверждать, что периодические всплески инфляции являются органическим свойством рыночной экономики. В случае централизованного управления такие явления могут быть исключены.
- Надуманный спрос. В стремлении привлечь потребителей и удержать объем продаж на существующем уровне либо увеличить его компании широко используют мощные средства рекламы. Главная цель рекламы - вызвать у потребителя желание купить продукт. Поэтому рекламодатели стремятся привлекательно показать пользу, которую потребитель может получить от продукта. Иногда рекламируемый продукт потребителю не нужен, но под действием рекламы он его покупает. Получается так, что потребитель теряет на рынке свою независимость.
- Несовершенства рынка. Рыночные цены в ряде случаев не соответствуют реальной пользе, которую получает потребитель. Они подвержены сильному влиянию со стороны монополий, не учитывают потери, связанные с загрязнениями окружающей среды, часто включают неоправданно большие административные расходы. При наличии таких несовершенств выполнить условия для эффективного развития экономики едва ли возможно.
3. Преимущества командной экономики. Некоторые недостатки в распределении, привносимые рыночным механизмом, исчезают, когда решения принимаются ЦПО. Существует мнение, что централизованное распределение имеет следующие преимущества.
- Полная занятость. ЦПО создает условия для полного использования трудовых ресурсов. Если в каком-то регионе недостаточно рабочих мест, он принимает решение о строительстве нового завода либо создании нового предприятия, даже если деятельность вновь созданных организаций не приносит прибыли.
- Низкий уровень инфляции. Поскольку при командной экономике весь спектр цен на товары и услуги устанавливается административно, уровень инфляции может удерживаться на более низком уровне, чем при действии ценового механизма. Если ЦПО не сумеет обеспечить соответствие предложения спросу, то недостаток товаров скорее приведет к образованию очередей, черному рынку и, возможно, общественным волнениям, чем к подъему цен.
- Минимальные потери ресурсов. При командной экономике ЦПО планирует всем заводам и производство и распределение готовой продукции, поэтому производитель не подвергается риску израсходовать ресурсы впустую. Государственные предприятия не зарабатывают прибыли. Все деньги, полученные ими от реализации продукции, снова возвращаются в производство. Таким образом, потери, связанные с формированием прибыли, тоже отсутствуют. Конечно, всегда существуют потери, вызванные ошибками ЦПО, но эти потери, как правило, невелики.
- Большая способность адаптироваться к внешним эффектам. Все виды вредных воздействий производства и потребления на окружающую среду находятся под контролем государственных органов, и ЦПО включает в планы предприятий работы по нейтрализации этих воздействий. В тех случаях, когда нейтрализовать воздействие не удается, ЦПО, руководствуясь интересами общества, запрещает производство.
- Минимальное неравенство в доходах и богатстве. Поскольку ЦПО определяет цены на все факторы производства, он способен минимизировать неравенства в распределении доходов и богатства. При командной экономике люди не способны аккумулировать большое количество капитала, поскольку все основные предприятия принадлежат государству. Кроме того, государство имеет возможность устанавливать желаемые стандарты на жилье, медицинское обслуживание и образование для всех членов общества. Обычно оно стремится к тому, чтобы чрезмерно большого различия в условиях жизни не было.
4. Недостатки командной экономики. В адрес командной экономики со стороны экономистов поступает гораздо больше критики, чем в адрес рыночной экономики. По мнению большинства экономистов, командная экономика имеет дефект в своей основе. Ей занимаются не сами потребители или производители, а их представители в органах власти. По этой причине она имеет целый ряд серьезных недостатков. Рассмотрим те из них, которые наиболее часто называют критики.
- Затраты на информацию. Для работы ЦПО нужен объем информации гораздо больший, чем для частной фирмы. Информация должна быть собрана с территории всей страны; к анализу информации должны быть привлечены высококвалифицированные специалисты по товароведению в различных отраслях производства, по экономике, по обработке статистических данных, по планированию и другим вопросам. Стоимость сбора и обработки информации оказывается очень высокой. При рыночной экономике фирмам нужна только та информация, которая относится к ее деятельности, и основную часть этой информации приносят «голоса» денег.
- Сложность оценки спроса. При отсутствии свободных цен чрезвычайно трудно оценить существующий и будущий спрос на товары и услуги. Иногда спрос оценивают по размеру очередей на дефицитные товары или по количеству нераспроданных товаров, иногда методом опроса населения, но такие оценки всегда менее точные, чем подсчет реального количества закупок на свободном рынке.
- Задержки в планировании производства. При командной экономике, после того как нужная информация собрана и решения приняты, много времени уходит на составление планов для предприятий страны. За время планирования предпочтения потребителей и потребности производителей в ресурсах могут существенно измениться. В результате объемы выпуска могут не соответствовать реальному спросу и технология может оказаться отставшей.
- Утрата стимулов. Известно, что при рыночной экономике ценовой механизм порождает стимулы развивать бизнес и даже подталкивает к рискованным вложениям средств. В командной экономике, где цены и уровень зарплаты регулируются государством, эти стимулы очень ослаблены. Возможности увеличить заработок низкие, для сохранения существующего заработка больших усилий не требуется. В силу этих обстоятельств продуктивность труда многих работников оказывается низкой.
- Ограниченный выбор товаров и услуг. В командной экономике существует тенденция к стандартизации продуктов и практически не учитываются индивидуальные вкусы. Выбор товаров и услуг оказывается значительно уже, чем в условиях конкурентного рынка. Поскольку спрос на товары и услуги формируется в зависимости от тех продуктов, которые имеются на рынке, потребители высказывают свои пожелания в очень ограниченном диапазоне. По этой причине расширение ассортимента происходит медленно.
Лeoнид Евгeньeвич Cтpoвcкий - доктор экономических наук, профеccop, зaведующий кафедрой управления внешнеэкономической деятельностью предприятия факультета международных отношений Уpaльского фeдepaльного университета (УpФУ)
В рыночной экономике производить? значит применять новую технику и технологию производства.Применение новой техники и технологии обеспечивает рост экономической эффективности в результате снижения издержек производства. Экономическая эффективность зависит не только от техники и технологии, но также от рыночных цен на ресурсы. Скажем, технология, требующая лишь применения нескольких физических ресурсов для производства данного объема продукции, может оказаться экономически неэффективной, если на нужные ресурсы существуют слишком высокие рыночные цены. Отсюда новое определение эффективности.
Экономическая эффективность означает максимум продукции при минимуме затрат.
Анализ показывает, что рыночная система способна приспосабливаться к изменениям в технологии и в структуре предложения ресурсов. Но одно дело? приспосабливаться к уже происходящим изменениям, и совсем другое дело? инициировать изменения, которые ведут к повышению производительности и более высокому уровню материального благосостояния общества.
Вопрос: способна ли рыночная система обеспечить экономику новыми средствами производства, на которых основывается технический прогресс?
Ответ: конкурентная рыночная система содержит стимулы для технического прогресса. Конкуренты должны следовать примеру самой прогрессивной фирмы, в противном случае их сразу же постигнет «кара» в виде убытков, а в перспективе? и в виде банкротства. В связи с этим происходит постоянное перераспределение ресурсов из отраслей, где техника и технология производства менее эффективны, в более эффективные отрасли.
Вопрос: может ли предприниматель, выступающий новатором, получить через посредство рыночной системы в свое распоряжение ресурсы, необходимые для производства машин и оборудования, от которых зависит технический прогресс?
Ответ: да, предприниматель может их получить. Прежде всего тот предприниматель, который склонен выделить часть прибыли на накопление с целью расширения производства в будущем. Поступая так, он может в будущем обеспечить себе еще больший доход в виде прибыли, если инновации окажутся удачными.
Для самоконтроля полученных знаний выполните тренировочные задания из набора объектов к текущему параграфу
Процесс производства кабеля можно разделить на несколько этапов: поэтапное волочение и протяжка заготовки, наложение изоляции и оболочки, разбухтовка, отгрузка. Проследим последовательно:
Сначала общие виды двух цехов, в которых происходят основные этапы производства.
1. Цех волочения и скрутки стренги. Здесь происходит первичная обработка медной катанки, основного сырья для производства кабельно-проводниковой продукции (КПП).
2. Цех по наложению изоляции и оболочки. В этом цеху расположены экструзионные линии, где медные заготовки приобретают вид готового изделия.
На завод поступает медная ка́танка, которую изготавливают методом непрерывного литья и прокатки из медных катодов. Катанка — это грубая заготовка, обычно большого диаметра, которая используется для дальнейшего производства проволоки.
3. Машина грубого волочения ВМ-13. Предназначена для волочения медной катанки в проволоку. Волочением называется процесс холодной обработки металлов давлением, при котором обрабатываемая проволока или другая заготовка проходит через волочильный инструмент (волоку) и принимает форму и размеры его внутреннего канала с поперечным сечением меньше сечения заготовки. Уменьшение сечения приводит к увеличению длины проволоки. Данная машина предназначена для волочения с диаметра 9 мм до 1,6-4,3 мм.
4. Общий вид волочильного комплекса Nihoff. 12-ти ручевая волочильная машина, предназаначенная для тонко-среднего волочения медной проволоки в пасьму. Это заготовка для дальнейшей скрутки в стренгу. Это начало производства гибкого многожильного кабеля.
5. При волочении происходит нагартовка, ухудшающая электропроводность проволоки. Также при волочении происходит изменение пластических свойств металла: он упрочняется (наклепывается), структура его изменяется, зерна металла измельчаются в направлении волочения, то есть образуется текстура. Снятие «наклепа» и получение мягкой проволоки, достигается нагревом металла до определенной температуры, выдержкой в течение заданного времени и охлаждающей комнатной температуры. При этом металл снова становится пластичным.
Термическая обработка металла, при которой ему возвращаются первоначальные свойства, называется отжигом. Температура и длительность отжига зависят от свойств и размеров проволоки. Для предохранения медной проволоки от окисления ее отжиг производят в специальных паровых или вакуумных печах. Проволоченная пасьма проходит через устройство «отжига на проход», которое позволяет экономить время, не используя отжиг в муфельной печи.
6. После отжига, готовая пасьма наматывается на технологическую тару. Здесь хорошо видно механизм раскладки, который состоит из привода и раскладчика. Укладка изделия происходит в результате смещения раскладчика вдоль оси приемной катушки за один ее оборот, равный диаметру принимаемого изделия. По мере уменьшения числа оборотов приемной катушки уменьшается и скорость перемещения раскладчика.
7. Пустые катушки.
8. На следующем этапе пасьма с нескольких активных отдатчиков подается в крутильную машину, где происходит скрутка пасьмы в стренгу, заготовку для производства проводов марок ПВС, ШВВП, ВП-3. Скрутка является одним из наиболее распространенных технологических процессов кабельного производства. Из отдельных проволок скручиваются токопроводящие жилы и неизолированные провода.
Из изолированных жил скручиваются либо непосредственно кабели и провода, либо (при изготовлении кабелей связи) их составные части — группы, пучки, из которых в свою очередь скручиваются кабели. В этом процессе объединяются отдельные элементы (проволка, жилы, группы, пучки), при котором каждый из них располагается по винтовой линии вокруг центральных (одного или нескольких) элементов.
9. Внутренности крутильной машины с вращающимся приемным устройством. Перекрученные жилы наматываются на технологическую тару в готовую стренгу. Скрутка осуществляется в результате сочетания двух движений: прямолинейного (поступательного) и вращательного.
При этом вращение может производиться как по часовой стрелке, так и против нее. О направлении скрутки судят по расположению витков элементов в скрученном изделии. Скрутка называется левой, когда каждый элемент скрутки, если смотреть на него по направлению оси, идет справа-вверх-налево, и правой при траектории элемента слева-вверх-направо
10. Рядом находится машина для тонко-среднего волочения DHC. В отличии от Nihoff, волочение в ней идет в одну жилу с отжигом на проход.
11. Заготовка полученная после волочения.
12. Она идет в машину скрутки стренги, через пассивный отдатчик. Отдатчики различаются на пассивные и активные по принципу отдачи заготовки с барабана. Основная задача отдатчика обеспечить равномерное сматывание заготовки при постоянной скорости и натяжении.
13. Элемент крутильной машины, через который проходит пасьма перед скруткой.
15. Готовая стренга, подготовленная к наложению изоляции.
16. Активный отдатчик, с которого стренга подается на экструзионную линию.
17. ПВХ пластикат в гранулах. Материал для нанесения изоляции и оболочки. Поливинилхлоридный пластикат, применяемый в кабельной промышленности, представляет собой смесь поливинилхлоридной смолы (поливинилхлорида), получаемой полимеризацией хлористого винила с пластификаторами, стабилизаторами, наполнителями и другими компонентами.
18. Экструзионная линия. Агрегат для наложения изоляции и оболочек из пластмасс состоит из экструдера, отдающего, тягового и приемного устройств, охлаждающей ванны, контрольной и пускорегулирующей аппаратуры. С отдающего устройства проволока, скрученная жила или заготовка под оболочку поступает в головку экструдера. Тормозное приспособление отдающего устройства служит для постоянного натяжения жилы и предотвращения раскрутки барабана или катушки с проволокой при остановке агрегата или уменьшении скорости экструзии.
Сначала гранулы пластиката расплавляются в шнеке до однородной массы. Для лучшей адгезии и предотвращения образования на жиле воздушных включений, особенно при наложении полиэтиленовой изоляции, перед головкой экструдера устанавливают устройство для подогрева жилы электрическим током через систему роликов, на которые подается необходимое напряжение. Нагретая до 100-150°С жила поступает в головку экструдера.
19. Экструдер (червячный пресс). В головке экструдера расплавленная пластмасса выдавливается через кольцевой зазор между дорном и матрицей в виде оболочки и накладывается на провод.
20. Охлаждающая ванна с водопроводной водой, находящаяся за головкой экструдера, в которую попадает провод или кабель после наложения пластмассовой оболочки, должна иметь такую длину, чтобы при выбранном режиме охлаждения и скорости прессования изоляция или оболочка успевала по всей толщине охладиться до 60-70°С. Недостаточное охлаждение приводит к смещению жилы либо смятию изоляции и оболочки.
21. Пульт управления экструзионной линией.
22. После охлаждающей ванны провод поступает в устройство для обдувки воды и сушки, затем в тяговое устройство и через компенсаторы подается на приемный вал. При наложении изоляции перед компенсатором или тяговым устройством устанавливают аппарат сухого испытания напряжением.
24. Приемник экструзионной линии.
25. При изготовлении многожильного кабеля, отдельные изолированные жилы скручиваются. Скрутку изолированных жил в кабель при изготовлении силовых кабелей можно производить с откруткой и без открутки. При скрутке без открутки происходит самопроизвольное дополнительное закручивание жилы вокруг собственной оси. Это приводит к деформации фазной изоляции и, следовательно, к образованию дополнительных дефектов в ней в виде морщин и вмятин. Особенно это явление заметно при скрутке жил большого сечения и при больших толщинах изоляции.
Скруткой в закрутку называют такой процесс скрутки, при котором направление скрутки изолированных жил совпадает с направлением скрутки проволок в наружном повиве изолированной жилы. Под скруткой в раскрутку понимается такой процесс скрутки, при котором эти направления противоположны.
26. Скрутка предварительно подкрученных жил производится на обычных крутильных дисковых машинах, которые оборудуются специальным подкручивающим устройством. Часто это устройство совмещается с уплотняющим механизмом. При этом уплотняющие вальцы помимо вращения вокруг собственной оси вращаются вокруг оси кабеля. Фазная изоляция накладывается на предварительно подкрученную жилу, поэтому после общей скрутки, которая производится с откруткой, качество фазной изоляции не ухудшается.
27. Скрученные жилы в дальнейшем поступают на экструзионную линию для нанесения общей изоляции.
28. После нанесения изоляции, кабель подается на разбухтовку. Здесь же он проходит ОТК и упаковывается.
29. Готовая продукция на отгрузке.
Процесс производства кабеля можно разделить на несколько этапов: поэтапное волочение и протяжка заготовки, наложение изоляции и оболочки, разбухтовка, отгрузка. Проследим последовательно:
Сначала общие виды двух цехов, в которых происходят основные этапы производства.
1. Цех волочения и скрутки стренги. Здесь происходит первичная обработка медной катанки, основного сырья для производства кабельно-проводниковой продукции (КПП).
2. Цех по наложению изоляции и оболочки. В этом цеху расположены экструзионные линии, где медные заготовки приобретают вид готового изделия.
На завод поступает медная ка́танка, которую изготавливают методом непрерывного литья и прокатки из медных катодов. Катанка - это грубая заготовка, обычно большого диаметра, которая используется для дальнейшего производства проволоки.
3. Машина грубого волочения ВМ-13. Предназначена для волочения медной катанки в проволоку. Волочением называется процесс холодной обработки металлов давлением, при котором обрабатываемая проволока или другая заготовка проходит через волочильный инструмент (волоку) и принимает форму и размеры его внутреннего канала с поперечным сечением меньше сечения заготовки. Уменьшение сечения приводит к увеличению длины проволоки. Данная машина предназначена для волочения с диаметра 9 мм до 1,6-4,3 мм.
4. Общий вид волочильного комплекса Nihoff. 12-ти ручевая волочильная машина, предназаначенная для тонко-среднего волочения медной проволоки в пасьму. Это заготовка для дальнейшей скрутки в стренгу. Это начало производства гибкого многожильного кабеля.
5. При волочении происходит нагартовка, ухудшающая электропроводность проволоки. Также при волочении происходит изменение пластических свойств металла: он упрочняется (наклепывается), структура его изменяется, зерна металла измельчаются в направлении волочения, то есть образуется текстура. Снятие «наклепа» и получение мягкой проволоки, достигается нагревом металла до определенной температуры, выдержкой в течение заданного времени и охлаждающей комнатной температуры. При этом металл снова становится пластичным.
Термическая обработка металла, при которой ему возвращаются первоначальные свойства, называется отжигом. Температура и длительность отжига зависят от свойств и размеров проволоки. Для предохранения медной проволоки от окисления ее отжиг производят в специальных паровых или вакуумных печах. Проволоченная пасьма проходит через устройство «отжига на проход», которое позволяет экономить время, не используя отжиг в муфельной печи.
6. После отжига, готовая пасьма наматывается на технологическую тару. Здесь хорошо видно механизм раскладки, который состоит из привода и раскладчика. Укладка изделия происходит в результате смещения раскладчика вдоль оси приемной катушки за один ее оборот, равный диаметру принимаемого изделия. По мере уменьшения числа оборотов приемной катушки уменьшается и скорость перемещения раскладчика.
7. Пустые катушки.
8. На следующем этапе пасьма с нескольких активных отдатчиков подается в крутильную машину, где происходит скрутка пасьмы в стренгу, заготовку для производства проводов марок ПВС, ШВВП, ВП-3. Скрутка является одним из наиболее распространенных технологических процессов кабельного производства. Из отдельных проволок скручиваются токопроводящие жилы и неизолированные провода.
Из изолированных жил скручиваются либо непосредственно кабели и провода, либо (при изготовлении кабелей связи) их составные части - группы, пучки, из которых в свою очередь скручиваются кабели. В этом процессе объединяются отдельные элементы (проволка, жилы, группы, пучки), при котором каждый из них располагается по винтовой линии вокруг центральных (одного или нескольких) элементов.
9. Внутренности крутильной машины с вращающимся приемным устройством. Перекрученные жилы наматываются на технологическую тару в готовую стренгу. Скрутка осуществляется в результате сочетания двух движений: прямолинейного (поступательного) и вращательного.
При этом вращение может производиться как по часовой стрелке, так и против нее. О направлении скрутки судят по расположению витков элементов в скрученном изделии. Скрутка называется левой, когда каждый элемент скрутки, если смотреть на него по направлению оси, идет справа–вверх–налево, и правой при траектории элемента слева–вверх–направо
10. Рядом находится машина для тонко-среднего волочения DHC. В отличии от Nihoff, волочение в ней идет в одну жилу с отжигом на проход.
11. Заготовка полученная после волочения.
12. Она идет в машину скрутки стренги, через пассивный отдатчик. Отдатчики различаются на пассивные и активные по принципу отдачи заготовки с барабана. Основная задача отдатчика обеспечить равномерное сматывание заготовки при постоянной скорости и натяжении.
13. Элемент крутильной машины, через который проходит пасьма перед скруткой.
14. 
15. Готовая стренга, подготовленная к наложению изоляции.
16. Активный отдатчик, с которого стренга подается на экструзионную линию.
17. ПВХ пластикат в гранулах. Материал для нанесения изоляции и оболочки. Поливинилхлоридный пластикат, применяемый в кабельной промышленности, представляет собой смесь поливинилхлоридной смолы (поливинилхлорида), получаемой полимеризацией хлористого винила с пластификаторами, стабилизаторами, наполнителями и другими компонентами.
18. Экструзионная линия. Агрегат для наложения изоляции и оболочек из пластмасс состоит из экструдера, отдающего, тягового и приемного устройств, охлаждающей ванны, контрольной и пускорегулирующей аппаратуры. С отдающего устройства проволока, скрученная жила или заготовка под оболочку поступает в головку экструдера. Тормозное приспособление отдающего устройства служит для постоянного натяжения жилы и предотвращения раскрутки барабана или катушки с проволокой при остановке агрегата или уменьшении скорости экструзии.
Сначала гранулы пластиката расплавляются в шнеке до однородной массы. Для лучшей адгезии и предотвращения образования на жиле воздушных включений, особенно при наложении полиэтиленовой изоляции, перед головкой экструдера устанавливают устройство для подогрева жилы электрическим током через систему роликов, на которые подается необходимое напряжение. Нагретая до 100–150°С жила поступает в головку экструдера.
19. Экструдер (червячный пресс). В головке экструдера расплавленная пластмасса выдавливается через кольцевой зазор между дорном и матрицей в виде оболочки и накладывается на провод.
20. Охлаждающая ванна с водопроводной водой, находящаяся за головкой экструдера, в которую попадает провод или кабель после наложения пластмассовой оболочки, должна иметь такую длину, чтобы при выбранном режиме охлаждения и скорости прессования изоляция или оболочка успевала по всей толщине охладиться до 60–70°С. Недостаточное охлаждение приводит к смещению жилы либо смятию изоляции и оболочки.
21. Пульт управления экструзионной линией.
22. После охлаждающей ванны провод поступает в устройство для обдувки воды и сушки, затем в тяговое устройство и через компенсаторы подается на приемный вал. При наложении изоляции перед компенсатором или тяговым устройством устанавливают аппарат сухого испытания напряжением.
23. 
24. Приемник экструзионной линии.
25. При изготовлении многожильного кабеля, отдельные изолированные жилы скручиваются. Скрутку изолированных жил в кабель при изготовлении силовых кабелей можно производить с откруткой и без открутки. При скрутке без открутки происходит самопроизвольное дополнительное закручивание жилы вокруг собственной оси. Это приводит к деформации фазной изоляции и, следовательно, к образованию дополнительных дефектов в ней в виде морщин и вмятин. Особенно это явление заметно при скрутке жил большого сечения и при больших толщинах изоляции.
Скруткой в закрутку называют такой процесс скрутки, при котором направление скрутки изолированных жил совпадает с направлением скрутки проволок в наружном повиве изолированной жилы. Под скруткой в раскрутку понимается такой процесс скрутки, при котором эти направления противоположны.
26. Скрутка предварительно подкрученных жил производится на обычных крутильных дисковых машинах, которые оборудуются специальным подкручивающим устройством. Часто это устройство совмещается с уплотняющим механизмом. При этом уплотняющие вальцы помимо вращения вокруг собственной оси вращаются вокруг оси кабеля. Фазная изоляция накладывается на предварительно подкрученную жилу, поэтому после общей скрутки, которая производится с откруткой, качество фазной изоляции не ухудшается.
27. Скрученные жилы в дальнейшем поступают на экструзионную линию для нанесения общей изоляции.
28. После нанесения изоляции, кабель подается на разбухтовку. Здесь же он проходит ОТК и упаковывается.
29. Готовая продукция на отгрузке.
Статьи по теме